

A pontos meghúzás számos feladatnál kulcsfontosságú a biztonság és a hosszú élettartam szempontjából. A nyomatékkulcs biztosítja, hogy a rögzítők ne legyenek se túl lazák, se túl szorosak. A modern eszközök, mint adigitális nyomatékkulcs, hihetetlen pontosságot kínálnak. Kényes munkákhoz egyhüvelykes nyomatékkulcsspeciális vezérlést biztosít.MARSHINEmegbízható szerszámokat biztosít minden csavarozási igényhez.

Sok különböző típusú nyomatékkulcs léteznek, mindegyiket meghatározott feladatokra tervezték. A kézi (kattintásos) nyomatékkulcsok gyakoriak. Kattannak, amikor elérik az előre beállított nyomatékot. Emiatt remekül használhatók szűk helyekre, vagy amikor nem látunk jól. A nagyon nagy nyomatékú csavarokhoz az emberek nyomatékszorzót használnak. Ezek a szerszámok növelik a nyomatékot anélkül, hogy nagyobb erőre lenne szükségük a felhasználótól. Ez javítja a biztonságot és a pontosságot is. A vezetékes vagy akkumulátoros elektromos nyomatékkulcsok precíz, általában ±3% és ±5% közötti pontosságot biztosítanak. Előre beállíthatja őket a kívánt nyomatékra. A hidraulikus nyomatékkulcsok még nagyobb munkákat is megoldanak, és több mint 25 000 ft.-lbs-t szállítanak le. a nyomaték. Négyzet alakú vagy alacsony profilú kivitelben kaphatók. Végül a pneumatikus nyomatékkulcsok nagyobb nyomatékot biztosítanak, mint a kézi vagy elektromos kulcsok. Azonban további felszerelésre van szükségük, például levegőtömlőre és kompresszorra. A MARSHINE ezeknek a speciális szerszámoknak a széles választékát kínálja, így biztosítva, hogy minden munkához megfelelő felszerelés álljon rendelkezésére.
A nyomatékkulcsnak több kulcsfontosságú alkatrésze van, amelyek működését biztosítják. Kattintásos modell esetén anbelső rugós mechanizmusműködésének központi eleme. Beállíthatja a feszességét a kívánt nyomaték beállításához. Agolyós retesz és rugós mechanizmusállítható csavarmenettel van előfeszítve, nyomatékegységben kalibrálva. Ez a golyós retesz továbbítja az erőt, amíg el nem éri az előre beállított nyomatékot. A tengelykapcsoló mechanizmus a nyomaték előre beállítását is segíti, ami nagyobb pontosságot biztosít. Ha erőt fejt ki a csavarkulcsra, az elcsavarodik. A növekvő erő végül legyőzi a rugó ellenállását. Az előre beállított nyomaték elérésekor a rugó ereje legyőződik. Ez azt okozza, hogy a labda „kattan” a foglalatából. Ez hallható kattanást és tapintható érzést is biztosít. Ez a jel arra figyelmeztet, hogy hagyja abba az erő alkalmazását.
A nyomatékegységek megértése elengedhetetlen a pontos meghúzáshoz.A különböző rendszerek különböző egységeket használnak. Az amerikai mértékegységek a következők: ozf.in (uncia erő hüvelyk), lbf.in (font erő hüvelyk) és lbf.ft (lb font erő hüvelyk). A nemzetközi szabvány (S.I.) mN.m-t (milli Newton-méter), cN.m-t (centi-Newton-méter) és N.m-t (Newton-méter) használ. A metrikus mértékegységek közé tartozik a gf.cm (gramm erő-centiméter), a kgf.cm (kilométer erő-centiméter) és a kgf.m (kilogramm erő-centiméter). Gyakran át kell váltania ezen mértékegységek között.Itt van egy táblázat, amely a gyakori konverziós tényezőket mutatja:
| Egység | in•lbf | ft•lbf | N•m | kgf•m | dyne•cm |
|---|---|---|---|---|---|
| 1 in•lbf | 1 | 0.08333333 | 0.1129848 | 0.01152125 | 1.129848 E6 |
| 1 ft•lbf | 12 | 1 | 1.355818 | 0.1382550 | 1.355818 E7 |
| 1 N•m | 8.850746 | 0.7375621 | 1 | 0.1019716 | 1 E7 |
| 1 kgf•m | 86.79617 | 7.233014 | 9.80665 | 1 | 9.80665 E7 |
| 1 dyne•cm | 8.850746 E-7 | 7.375621 E-8 | 1 E-7 | 1.019716 E-8 | 1 |
Ez a diagram vizuálisan mutatja be, hogy a különböző mértékegységek hogyan váltanak át Newton-méterre: 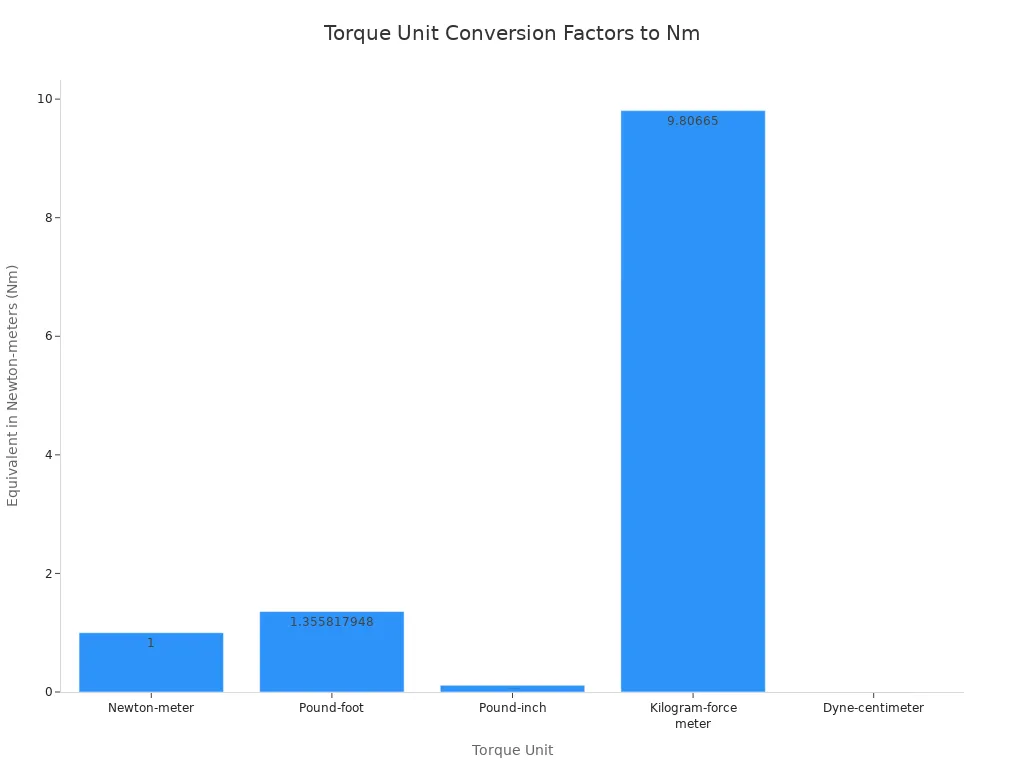 A MARSHINE gondoskodik arról, hogy szerszámait úgy tervezték, hogy ezeken a különféle egységeken könnyen használhatóak és pontosak legyenek, és megfeleljenek a különféle iparági szabványoknak.
A MARSHINE gondoskodik arról, hogy szerszámait úgy tervezték, hogy ezeken a különféle egységeken könnyen használhatóak és pontosak legyenek, és megfeleljenek a különféle iparági szabványoknak.

A megfelelő nyomatékérték megtalálása minden meghúzási feladat első kritikus lépése. Biztosítja a rögzítőelem biztonságos rögzítését sérülés nélkül. Ipari szabványok, plASME B18.6.3, kiindulási pontokat kínál a menetvágáshoz és a csavarok gördítéséhez. Ezek a szabványok azonban gyakran javasolják a tesztelést, hogy megtalálják a legjobb furatméretet és beépítési nyomatékot az egyes felhasználásokhoz. A szükséges nyomatékot számos tényező befolyásolja. Ide tartozik a furat mérete, az anyagvastagság és az anyag keménysége. Egy kisebb furathoz például nagyobb nyomaték szükséges. Ezen változók miatt a menetformázó csavarok univerzális nyomatékértéke nem lehetséges.
A mérnökök gyakran a képlet segítségével számítják ki a nyomatékértékeketT = KDP. Itt T a nyomaték, K a nyomaték együtthatója, D a névleges átmérő, és P a csavarbilincs terhelése. A K érték a felszíni viszonyoktól függően változik. Például a viaszos felületek K értéke 0,10, míg a sima nem bevonatos csavarok K értéke 0,20. Ezeket az eredményeket ft/lbs-re konvertálják 12-vel való osztással. Ezek a számítások általában a durva menetsorozatra (UNC) vonatkoznak. A 2. fokozatú kötőelemek esetében a számítások meghatározott méretekre és hosszúságokra korlátozódnak; a hosszabb rögzítők sokkal kisebb nyomatékot igényelnek.
Ne feledje, ezek a számítások csak iránymutatások. Sok minden befolyásolhatja a nyomaték-feszültség viszonyt. Az emberi hiba, a felületi textúra és a kenés egyaránt szerepet játszik. A megfelelő nyomaték meghatározásának legmegbízhatóbb módja a tényleges körülmények közötti tesztelés. A nem megfelelő nyomatékérték használata komoly problémákhoz vezethet. A nem megfelelően meghúzott alkatrészek kilazulhatnak, ami a berendezés meghibásodását vagy balesetet okozhat. A túlfeszített menetek lecsupaszíthatják vagy károsíthatják az alkatrészeket. Ez veszélyes szivárgásokat, szerkezeti meghibásodásokat, vagy akár még okozhatkatasztrofális balesetek. Az is teremtegyenetlen feszültségeloszlásés növeli a munkavállalók baleseti kockázatát.MARSHINE megérti ezeket a bonyolultságokatés úgy tervezi eszközeit, hogy támogassa a precíz nyomaték alkalmazást, segítve a felhasználókat az optimális eredmények elérésében és a költséges meghibásodások elkerülésében.
A nyomatékkulcs helyes beállítása létfontosságú a pontosság szempontjából. Mindig kövesse a gyártó útmutatásait. Ez megakadályozza a helytelen használatot, például a túlterhelést vagy a nem megfelelő erőkifejtést, ami befolyásolhatja a kalibrációt. A csavarkulcs beállításakorvizuálisan erősítse meg az értéket. Ez segít elkerülni a véletlen téves kalibrálást, például a 98-as beállítást 100 helyett. Ne nézze a skálát ferdén.
Tartsa tisztán a kulcsot, különösen a fejet és a belső mechanizmust. Kenje meg az alkatrészeket a gyártó ajánlása szerint. Még megfelelő körültekintés mellett is kalibrálnia kell a nyomatékkulcsotévente legalább egyszer vagy 5000 ciklusonként. Ez megőrzi pontosságát és megbízhatóságát. Erő kifejtésekor lassan és egyenletesen forgassa el a csavarkulcsot, amíg meg nem hallja vagy érzi a kattanást. A kattanáson túli túlhúzás vagy a kulcs túl gyors lengése pontatlan nyomatékhoz vezethet. Vegye figyelembe a rögzítőelem állapotát is. Száraz, zsíros vagy forró? A nyomaték specifikációi gyakran meghatározott körülményekre vonatkoznak. Az eltérések befolyásolhatják a pontosságot.
A nyomatékkulcs biztonságos és hatékony használata az Ön markolatától és állásától is függ. A legjobb, hainkább húzza meg a csavarkulcs fogantyúját, mint nyomja. A húzás jobb irányítást biztosít, és csökkenti a túlhúzás kockázatát. Tartsa a nyomatékkulcsot merőlegesen a rögzítőelem tengelyére. Csak a fogantyú kijelölt fogási területére fejtsen ki erőt. Használjon egyenletes és egyenletes erőt, kerülje a hirtelen rángatózó mozdulatokat.
A jobb tőkeáttétel és stabilitás érdekébenhasználja mindkét kezétha a szerszám megengedi. Helyezze ujjait biztonságosan a fogantyú köré, egyenletesen elosztva a nyomást. Erősítse meg testét, hogy stabilizálja a szerszámot. Hajoljon bele a cselekvésbe, hogy felerősítse az erőt. Tartson stabil testtartást úgy, hogy a lábai vállszélességben legyenek egymástól. Ez egyensúlyt és földelést biztosít.
A szigorítási folyamat több kulcsfontosságú lépésből áll az optimális eredmény érdekében. Először határozza meg a nyomatékkövetelményeket. Vegye figyelembe a maximális terhelést, az anyag szilárdságát és a kötés típusát. A roncsoló tesztelés segíthet megtalálni a hibapontot.Az optimális nyomaték gyakran ennek a pontnak a 75%-a, olyan tényezőkhöz igazítva, mint a rezgés.
Ezután válassza ki a megfelelő nyomatékszerszámot. Válassza ki a szerszámokat a gyártási teljesítmény, az anyag típusa, a szükséges nyomaték és a rögzítőelemek alapján. A lehetőségek a pneumatikus csavarhúzóktól az ipari nyomatékkulcsokig terjednek. Fontolja meg az adatgyűjtési képességekkel rendelkező eszközöket. Használjon nyomatékmérőket a szerszámok kalibrálásához, gyors vonaltesztek elvégzéséhez és a rögzítőelemek nyomatékának ellenőrzéséhez. Ezeknek a tesztelőknek elegendő memóriával kell rendelkezniük, és kalibrációs adatokat kell tárolniuk.
Együttműködésre van szükség az összes termelési részleg között. A tervezőknek, felügyelőknek, mérnököknek, minőségellenőrzőknek és összeszerelőknek együtt kell működniük. Ez biztosítja a nyomaték-előírások következetes betartását. Az alkalmazottak képzése a nyomatékelméletről, a szerszámkezelésről, a karbantartásról, a biztonságról és az ergonómiáról. Számos professzionális szerszámbeszállító kínálja ezt a képzést.
Végezzen biztonsági programokat és használjon kiváló minőségű eszközöket a dolgozók fáradtságának és sérüléseinek megelőzésére. Rendszeresen ellenőrizze a szerszámokat és a munkaterületeket. Cserélje ki a kopott alkatrészeket, és javítsa ki a nem biztonságos körülményeket. Hozzon létre egy kalibrációs programot. Rendszeresen ellenőrizze a nyomatékszerszámok megfelelő beállításait, mivel a beállítások könnyen változhatnak. Állítsa be a kezdeti kalibrálási intervallumokat az alkalmazás súlyossága és a gyártó ajánlásai alapján. Szükség szerint állítsa be ezeket az intervallumokat.
Végezzen megelőző karbantartást. A pontosság megőrzése érdekében rendszeresen ellenőrizze a szerszámokat, hogy nincsenek-e kopás vagy hibás alkatrészek. Határozza meg a karbantartási intervallumokat a ciklusok vagy használati órák alapján. Szerszámok szervizelése 100 000 ciklus után, vagy ha kopást észlel. A precíz nyomatékszabályozás növeli a minőségellenőrzést. Megakadályozza a gyártás során megsérült alkatrészeket és a termék meghibásodását a piacon. Válasszon olyan szerszámbeszállítókat, akik olyan megoldásokat kínálnak, amelyek javítják az összeszerelési sebességet, javítják a minőségellenőrzés hatékonyságát, csökkentik a hibákat, és végső soron időt és pénzt takarítanak meg.
A nyomatékkulcsÚgy tervezték, hogy határozott hangot adjon, és tapintható visszajelzést adjon, amikor eléri az előre beállított nyomatékszintet. Ez a „kattanás” azt jelzi, hogy elérte a kívánt nyomatékot. Segít megelőzni az előre beállított nyomaték túllépését. Azonban a csavarkulcsnem hagyja abba automatikusan a rögzítést. A kattanást hallva vagy érezve azonnal abba kell hagynia. Ez kihívást jelenthet, különösen az olcsóbb csavarkulcsok esetében, amelyeknek akevésbé határozott kattintás.
A túlfeszítés jelentős károkat okozhat. Lehethúzza le a meneteket vagy károsítsa az alkatrészeket. Az elégtelen meghúzás meggyengítheti a csatolt elemet, és nem biztonságos. Például aeTork EC3250 digitális nyomatékkulcsnagyon észrevehető, hallható és tapintható kattanást biztosít, szinte pattanásszerűen. Ez az egyértelmű visszajelzés sokkal hatékonyabban szólítja meg a megállást, mint a világítás vagy a sípoló hangjelzés. Pontosan a cél beállításánál történik. Mindig nagyon figyeljen erre a visszajelzésre, hogy elkerüljemenetcsupaszodás vagy alkatrész sérülése.
Ha több rögzítőelemet húz meg egy összeállításban, a sorrend nagyon számít. Nincs egyetlen "ezüstgolyós" csavar meghúzási sorrendje minden karima- vagy tömítéstípushoz. A választás a tömítés típusától és a karimás csatlakozási elrendezéstől függ. Az ASME PCC-1, egy vezető irányelv, több mintát is lefed.
ACsillagmintaelterjedt módszer. A csavarokat csillagszerűen három menetben húzza meg: a célnyomaték 20-30%-a, majd 50-70%, majd 100%. Utána forgó lépésekkel követjük, amíg az anyák mozgása meg nem áll. Ez a minta minden ASME B16.5, B16.47 és hőcserélő karimához működik. Jól érthető, de sok csavarral rendelkező karimáknál időbe telhet.
AMódosított csillagmintaidőtakarékosabb. Ugyanazt a csillagmintát követi, de gyorsabban növeli a csavarterhelést. Az első menet három részre oszlik: 1A (20-30% az első négy csavarhoz), 1B (50-70% a következő négyhez) és 1C (100% a többihez). Ezután forgó passzokkal követed. A puha tömítésekhez egy teljes második csillagmintát kell átadni.
AKvadráns mintamég hatékonyabb. Ez magában foglalja az első négy csavar „csillagsorrendjét”. Ezután azonnal húzza meg jobbra a következő csavarokat. Ez a minta olyan passzokat is használ, mint az 1A, 1B és 1C, jobbra haladva. Sokkal gyorsabb a sok csavarral rendelkező karimák esetében.
ACriss-CrossA meghúzási sorrend egyenletes feszítést biztosít a szerelvényen. Minimalizálja az egyenetlen alakváltozásokat és a túlzott feszültségeket. Ez a minta gyakori a szigorú tűréshatárokat igénylő alkalmazásokban, mint például a motorszerelés vagy a repülés. Kiválaszt egy indítócsavart, számozza meg a következő csavarokat az óramutató járásával ellentétes irányba, és egy meghatározott sorozatot követ a meghúzásukhoz.
A MARSHINE kiváló minőségű szerszámokat kínál úgy tervezték, hogy támogassa ezeket a precíz meghúzási sorrendet, biztosítva az egyenletes terheléselosztást és az összeszerelés optimális integritását. A fejlett, biztonságos és könnyen kezelhető termékek iránti elkötelezettségük segít a felhasználóknak megbízható eredmények elérésében a különböző alkalmazásokban.
A szénszálas alkatrészekkel végzett munka fokozott odafigyelést igényel. A karbon részek kényesek. Könnyen összetörhetnek vagy megrepedhetnek, ha túl nagy erőt alkalmaz. Mindig alacsonyabb nyomatékértékeket használjon, mint a fém alkatrészeknél. Sokan szén-összeszerelő pasztát is használnak. Ez a paszta növeli a súrlódást, így kevesebb nyomatékra van szükség az azonos szorítóerő eléréséhez.
A menetreteszelő és beragadásgátló vegyületek megváltoztatják a menetek közötti súrlódás mértékét. A menetzár növeli a súrlódást. Ez azt jelenti, hogy csökkentenie kell a nyomaték beállítását, hogy elkerülje a túlhúzást. A beragadásgátló csökkenti a súrlódást. A megfelelő szorítóerő eléréséhez növelnie kell a nyomaték beállítását. Mindig módosítsa a nyomaték értékeit, amikor ezeket a termékeket használja.
A nyomatékkulcs megfelelő tárolása hosszabb ideig tart és pontos marad. Mindigtegye vissza a csavarkulcsot a tokjábahasználat után.Tárolja hűvös, száraz helyen, távol a közvetlen napfénytől vagy nedvességtől. Kerülje a szerszám leejtését vagy nehéz tárgyak elhelyezését. Ez megakadályozza a belső alkatrészek eltolódását. Kattintható csavarkulcsokhoz,állítsa a mikrométer fogantyúját a legalacsonyabb értékre tárolás előtt. Ez megakadályozza, hogy a belső rugó idővel elveszítse rugalmasságát.
A rendszeres kalibrálás kulcsfontosságú a pontos nyomaték alkalmazáshoz. Nemzetközi szabványok, plISO 6789, javasoljuk a forgatónyomaték-eszközök kalibrálását minden5000 ciklus vagy hat-tizenkét hónap. Ha egy szerszámot pontatlannak talál, újra kell kalibrálnia. Ezután a kalibrálási intervallumot felére kell csökkentenie, hogy elkerülje a jövőbeni problémákat.
Sok minden pontatlanná teheti a nyomatékkulcsot. Például a belső rugók elveszíthetik rugalmasságukat a csavarkulcsoknál. A túlzott meghúzás deformálhatja a nyúlásmérőket a digitális modellekben. A meggörbült gerenda hatással lehet a gerendakulcsokra. A kalibrálás magában foglalja anyomatékkalibrációs teszter. Ismert erőt alkalmaz, és méri a különbségeket. Ezután állítsa be a csavarkulcsot, amíg a leolvasott értéke megegyezik a teszter erejével. MARSHINE biztosítjamegbízható eszközökés minőségi tervezéssel támogatja azok hosszú élettartamát, segítve a felhasználókat a pontosság megőrzésében minden projektjük során.
Nyomatékkulcs használatakor mindig ügyeljen a biztonságra. A helyes beállítások és a kattanásnál való megállás megakadályozza a sérüléseket. A pontos nyomaték biztosítja a rögzítőelemek integritását és az alkatrészek hosszú élettartamát. Magabiztosan alkalmazza ezeket a technikákat a megbízható eredmények érdekében. A MARSHINE fejlett, biztonságos és könnyen kezelhető szerszámokat kínál, amelyek támogatják az Ön pontos meghúzási igényeit.
A szakértők azt javasolják, hogy 5000 ciklusonként vagy hat-tizenkét havonta kalibráljanak egy nyomatékkulcsot. Ez biztosítja a pontosságát. Ha pontatlanná válik, kalibrálja újra, és rövidítse le az intervallumot.
A túlfeszítés lecsupaszíthatja a meneteket vagy károsíthatja az alkatrészeket. Ez veszélyes szivárgásokhoz, szerkezeti meghibásodásokhoz vagy akár katasztrofális balesetekhez vezet. Ez is egyenetlen stresszt okoz.
Nem, nem szabad nyomatékkulcsot használni a csavarok meglazításához. Ez károsíthatja a csavarkulcs belső mechanizmusát és befolyásolhatja a kalibrációját. Használjon helyette szabványos csavarkulcsot.



























